
Видеоурок по чистке Pentax-M 1:1.4 с обсуждением пригодных для этого инструментов.
Автор EUGENE_99, 07 Apr 2019 20:50
Сообщений в теме: 18
#3
-
- Пользователь
- 5860 сообщений
- Город:Нарва,Эстония
Отправлено 08 April 2019 - 06:08
KNA, можете мне не говорить это.Я слесарь по ремонту турбинного оборудования,и штангеля ,как и другой мерительный инструмент, у нас применяются для измерений часто. Просто поместил данное видео . Кстати на видео очень хорошо видно что еще чуть чуть и можно испортить линзы. Видимо тот кто разбирал данный объектив работает тем что под руку попалось. С уважением к вам. 
#4
-

- Модератор
- 17904 сообщений
- Город:Москва
Отправлено 08 April 2019 - 15:19
EUGENE_99, так наверняка не штангелем гайки откручиваете
Я, собственно, намекал на то, что подобные видео часто выкладывают вовсе не те люди, которые серьёзно занимаются ремонтом.
Кстати, ключи-спеннеры делают из более мягкого металла, чем штанген-циркули. Да и не затачивают так остро. Так что ежели штанген-циркуль сорвётся, то бед натворить может гораздо больше. А закрутки порой очень туго затянуты. Да ещё и на клей могут быть посажены.
Я, собственно, намекал на то, что подобные видео часто выкладывают вовсе не те люди, которые серьёзно занимаются ремонтом.
Кстати, ключи-спеннеры делают из более мягкого металла, чем штанген-циркули. Да и не затачивают так остро. Так что ежели штанген-циркуль сорвётся, то бед натворить может гораздо больше. А закрутки порой очень туго затянуты. Да ещё и на клей могут быть посажены.
#5
-
- Пользователь
- 5860 сообщений
- Город:Нарва,Эстония
Отправлено 08 April 2019 - 20:27
KNA, да конечно используем ключи для гаек. А на видео действо все равно что микроскопом заколачивать гвозди. Кстати мне интересно,неужели карандашом типа ленз пен возможно удалить разводы с линзы без повреждения просветления? Кстати спец ключи для оптики или должны дорого стоить или же недоступны простым людям ,т.е. доступны только в мастерских по ремонту оптики для персонала.

#7
-
- Пользователь
- 1948 сообщений
- Город:Санкт-Петербург
Отправлено 09 April 2019 - 07:40
 KNA сказал:
KNA сказал:
Кстати, ключи-спеннеры делают из более мягкого металла, чем штанген-циркули. Да и не затачивают так остро. Так что ежели штанген-циркуль сорвётся, то бед натворить может гораздо больше
А закрутки порой очень туго затянуты. Да ещё и на клей могут быть посажены.
А закрутки порой очень туго затянуты. Да ещё и на клей могут быть посажены.
более мягкий метал это в смысле термообработка? Они всё равно должны изготавливаться из стали, а не более мягких латуни или бронзы (для справки как-то потребовалось найти сталь без термообработки максимальной прочности и твёрдости - не получилось, у НОРМАЛЬНЫХ инструментальных сталей эти характеристики примерно одинаковы (отличаются в основном пластичностью)). Самой твёрдой и прочной из общедоступных оказалась сталь 65Г. А вот у типичной инструментальной стали У8 и аналогичных, характеристики оказались хуже.
Если закрутка сильно затянута, то её можно отвернуть только прочным инструментом, иначе согнётся и соскочит сам инструмент который в этом случае, согласен с формулировкой, цитирую:
KNA сказал:
бед натворить может гораздо больше
Сообщение отредактировал Liukk: 09 April 2019 - 07:48
#8
-
- Модератор
- 17904 сообщений
- Город:Москва
Отправлено 10 April 2019 - 00:34
EUGENE_99 (08 April 2019 - 20:27) писал:
KNA, да конечно используем ключи для гаек. А на видео действо все равно что микроскопом заколачивать гвозди.
Цитата
Кстати мне интересно,неужели карандашом типа ленз пен возможно удалить разводы с линзы без повреждения просветления?
Цитата
Кстати спец ключи для оптики или должны дорого стоить или же недоступны простым людям ,т.е. доступны только в мастерских по ремонту оптики для персонала.
viktorv (08 April 2019 - 22:05) писал:
Как они хоть выглядят?
#9
-
- Модератор
- 17904 сообщений
- Город:Москва
Отправлено 10 April 2019 - 00:41
Liukk (09 April 2019 - 07:40) писал:
Противоречите сами себе.
более мягкий метал это в смысле термообработка? Они всё равно должны изготавливаться из стали, а не более мягких латуни или бронзы (для справки как-то потребовалось найти сталь без термообработки максимальной прочности и твёрдости - не получилось, у НОРМАЛЬНЫХ инструментальных сталей эти характеристики примерно одинаковы (отличаются в основном пластичностью)). Самой твёрдой и прочной из общедоступных оказалась сталь 65Г. А вот у типичной инструментальной стали У8 и аналогичных, характеристики оказались хуже.
более мягкий метал это в смысле термообработка? Они всё равно должны изготавливаться из стали, а не более мягких латуни или бронзы (для справки как-то потребовалось найти сталь без термообработки максимальной прочности и твёрдости - не получилось, у НОРМАЛЬНЫХ инструментальных сталей эти характеристики примерно одинаковы (отличаются в основном пластичностью)). Самой твёрдой и прочной из общедоступных оказалась сталь 65Г. А вот у типичной инструментальной стали У8 и аналогичных, характеристики оказались хуже.
Цитата
Если закрутка сильно затянута, то её можно отвернуть только прочным инструментом, иначе согнётся и соскочит сам инструмент который в этом случае, согласен с формулировкой, цитирую:
Я вообще предпочитаю обходиться без излишних усилий. Так пациенты целее будут.
Цитата
По-поводу штангенциркулей. конечно использовать их не по назначению это свинство, но из совершенно затёртого штангеля, который уже невозможно использовать по прямому назначению можно сделать хороший ключ для шлицевых гаек. Я такой б/у покупал за 150 руб.
#10
-
- Пользователь
- 1948 сообщений
- Город:Санкт-Петербург
Отправлено 10 April 2019 - 07:48
KNA сказал:
явно сделаны из более мягкого металла, чем штангенциркуль.
KNA сказал:
Только затупить придётся.
Слесаря на производстве часто добабатывают штангенциркули, списанные метрологами после поверки до нужных им инструментов, например для разметки. И вообще, кроме колумбуса (штангенциркуль с глубиномером и точностью в 0,1 мм) существует ещё великое множество различных штангенинструментов.
KNA сказал:
И тут уж острый штанген-циркуль может и по самой стекляшке пропахать,
KNA сказал:
и стружку с закрутки снять.
#11
-
- Модератор
- 17904 сообщений
- Город:Москва
Отправлено 10 April 2019 - 16:42
Liukk сказал:
Действительно плохо у Вас с материаловедением.

Но, я надеюсь, особо ни у кого нет сомнений, что измерительный инструмент лучше таки для измерений использовать
Кстати, есть у меня серьёзные подозрения, что на производстве используются не раздвижные ключи спеннеры, а сделанные под каждое изделие наборы из фиксированных ключей. Типа куска тонкостенной трубы с двумя выступами на торце. Но на все случаи жизни, конечно, таких ключей будет проблематично заготовить.
#12
-
- Пользователь
- 1948 сообщений
- Город:Санкт-Петербург
Отправлено 10 April 2019 - 19:23
Вот мой инструмент для шлицевых гаек (вверху) по сравнению со стандартным колумбусом.
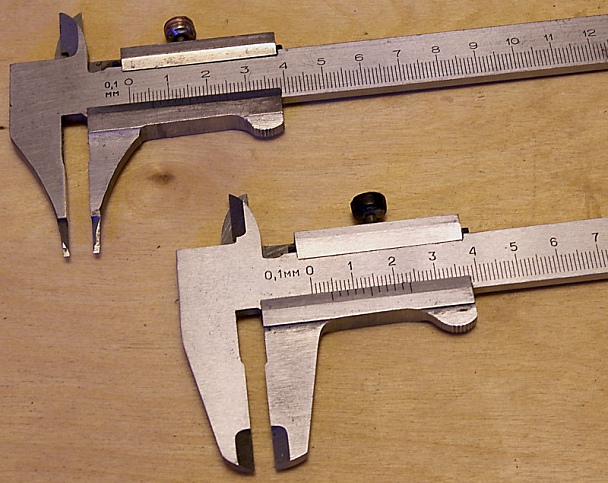
Обработка на точиле. Острые кромку притупил наждаком и надфилем. (если кто не знает. твёрдость надфиля (качественного) выше твёрдости напильника) .
Как обычным штангелем этим инструментом также пользуюсь - когда стандартные губки просто не помещаются в нужное место.
Для информации. В машиностроении принято, что все острые кромки притупляются "по умолчанию". А если, допустим некую кромку нужно оставить острой, то в тех требованиях на чертеже так и пишут, например: "кромку Б не притуплять", а на чертеже делается сноска с указанием этой кромки Б
Обработка на точиле. Острые кромку притупил наждаком и надфилем. (если кто не знает. твёрдость надфиля (качественного) выше твёрдости напильника) .
Как обычным штангелем этим инструментом также пользуюсь - когда стандартные губки просто не помещаются в нужное место.
Для информации. В машиностроении принято, что все острые кромки притупляются "по умолчанию". А если, допустим некую кромку нужно оставить острой, то в тех требованиях на чертеже так и пишут, например: "кромку Б не притуплять", а на чертеже делается сноска с указанием этой кромки Б
Сообщение отредактировал Liukk: 10 April 2019 - 19:32
#13
-
- Пользователь
- 1948 сообщений
- Город:Санкт-Петербург
Отправлено 10 April 2019 - 19:30
KNA сказал:
Кстати, есть у меня серьёзные подозрения, что на производстве используются не раздвижные ключи спеннеры, а сделанные под каждое изделие наборы из фиксированных ключей. Типа куска тонкостенной трубы с двумя выступами на торце. Но на все случаи жизни, конечно, таких ключей будет проблематично заготовить.
#14
-

- Пользователь
- 1243 сообщений
- Город:Кёльнщина/Йенщина/Дюренщина, Deutschland
Отправлено 10 April 2019 - 19:56
KNA (10 April 2019 - 16:42) писал:
Кстати, есть у меня серьёзные подозрения, что на производстве используются не раздвижные ключи спеннеры, а сделанные под каждое изделие наборы из фиксированных ключей. Типа куска тонкостенной трубы с двумя выступами на торце.
Именно так. Под каждое изделие свой набор инструментов и приспособлений. Начиная от специальных держателей для очистки линз (Putzaufnahmeadapter) и заканчивая теми самыми ключами. Огромное наследие от Цайса, но, если необходимо, вытачиваются дополнительно.
#15
-

- Пользователь
- 1206 сообщений
- Имя:Антон
- Отчество:Владимирович
- Фамилия:Бондаренко
- Город:Первоуральск
Отправлено 12 April 2019 - 00:26
Liukk сказал:
Минимально допустимая твёрдость 53 HRCэ (для некоторых сталей, обычно выше)

Сталюка выше 60 - начинает царапать стекло. Так шо - при нажиме поцарапает (не проверял).
Liukk сказал:
"Отвертки" спаннера могут быть мягче, просто потому, что отпущены (отпуск - термин термообработки)
Вообще с твёрдостью всё не просто. Она достигается и количеством углерода в закалённой стали (только закалённой), и составом сплава (не только стали). Например, известная многим т.н. "клапанная сталь" (в автомобилях) - это хром-никелевый сплав, где железа меньше трети. Самые твёрдые сплавы - сплавы вольфрама (вроде как).
Твёрдость углеродистых сталей - достигается однородным сочетанием "зёрен" железа и углерода. Самое главное - наибольшая "растворённость" происходит при очень высоких температурах - в идеале в состоянии расплава (аустенитная структура-состояние), меньшая - в мартенсите, а дальше уже делиться на цементит (железоуглерод) и феррит (просто железо). Т.е. по мере остывания начинается интеграция вещества - железо к железу, углерод - к углероду, до стадии "сталь в пластилине", где сталь - железо с углеродом, а пластилин - просто железо.
Таким образом в "углеродистых" сталях углерод выполняет роль легирующей присадки (если "раствор" хорошо размешан). Соответственно, стали с низким содержанием углерода - закаливать смысла не имеет (условно принято ниже 45-й стали, где углерода меньше 0,045%). Без учёта присадок, углеродистые стали по содержанию углерода (%) примерно такие: 10,20 - 0,01- 0,02% - водопроводные трубы, арматура и т.п.. 45 - 0,045% (можно уже подкаливать) - ответственные конструкционные детали, "буровая" сталь и др.. У7, У8, У12 - это уже 0,07-1,2% - это инструментальные стали (повышенной твёрдости и прочности), молотки-топоры, ключи, и зубила (это уже с закалкой). Далее по нарастающей, до чугуна (чугун - от 2%).
Для чего нужна закалка? Для того, чтобы удержать углерод в железе в состоянии "раствора". Когда раскалённое изделие ещё не успело остыть и углерод с железом не успели "разъединиться" - его очень быстро охлаждают.
А отпуск - это повторное нагревание (намного меньшее чем при закалке) - чтобы изделие не было слишком твёрдым, т.е. хрупким. Некоторые изделия не отпускаются, но требуют уже бережного обращения.
И что самое интересное. Об этом знали наши предки. Булат - и по сей день непревзойдённая технология (где середина мягкая, а края - очень твёрдые), уже тогда был в распространении.
#16
-
- Пользователь
- 1948 сообщений
- Город:Санкт-Петербург
Отправлено 12 April 2019 - 09:16
Антон Бондаренко сказал:
штангели должны иметь твёрдость для рабочих кромок - не менее 59 (из высоколегированых - 53).
Антон Бондаренко сказал:
А может просто потому - что сделаны из обычной инструментальной нержавейки ?
Термообработка ВСЕГДА производится так: сначала нагрев до некоторой температуры, далее выдержка, потом быстрое охлажение в различных жидкостях (иногда и в расплавленном металле типа свинца) Иногда даже делают переход сквозь одну жидкость в другую. Выбор жидкости и её температуры - это к термистам. После чего следует отпуск - низкий средний или высокий (есть ещё много чего в типах отпусках, но это опять же к термистам). Без отпуска, даже низкого, сталь остаётся слишком хрупкой. Напильники и то отпускают при температуре около 200*С.
Антон Бондаренко сказал:
Булат - и по сей день непревзойдённая технология
Антон Бондаренко сказал:
середина мягкая, а края - очень твёрдые
https://ru.wikipedia...i/Булат_(металл)
Сообщение отредактировал Liukk: 12 April 2019 - 09:44



Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных

